Покрытия методом электрофореза очень экономичны и безопасны для окружающей среды.
Одна из самых передовых технологийдля обработки изделий из металла.
В настоящее время аналогов не существует.
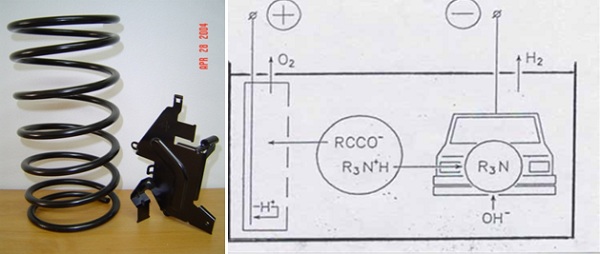
Электрохимический процесс нанесения покрытия, при котором слой лака наносится на изделие под постоянным напряжением.
В зависимости от того, чем является окрашиваемая деталь, катодом или анодом в ванне, процессы разделяются на 2 типа: Анафорез и Катафорез.
Требования к проведению процесса:
- Токопроводящая поверхность обрабатываемого изделия
- В процессе окрашивания изделие погружается в окрасочную ванну= подготовленное изделие
Изделие должно пройти подготовку поверхности и быть устойчиво к температуре полимеризации до 200 °C.
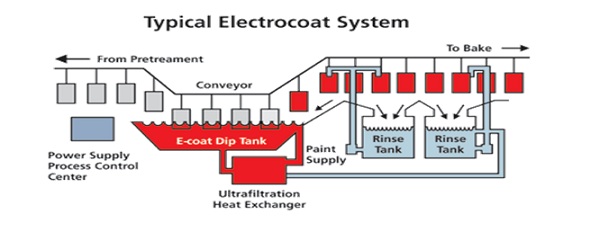
Процесс катафореза
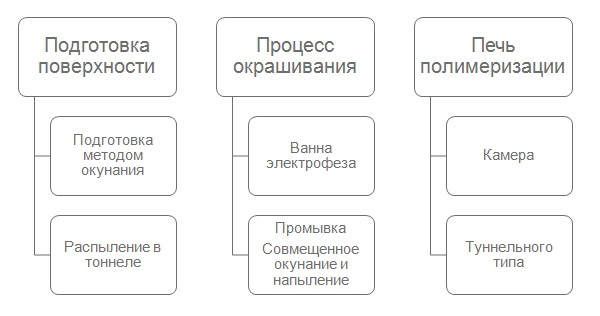
Включает следующие технологические этапы:
- Перемещение изделий
- Нанесение покрытия
- Утилизация жидких и газообразных отходов
- Приготовление деминерализованной воды
- Горячая вода(либо газ, либо эл-во, либо дизель) для нагрева ванны подготовки / охлажденная вода для ванны покрытия методом электрофореза.
Подготовка поверхности
Для чего она нужна?
Качественная подготовка поверхности обеспечивает адгезию краски к металлу и тем самым увеличивает срок службы покрытия.
• Обезжиривание поверхности, удаление солей, пыли, металлических частиц
• Создание условий для адгезии лакокрасочного покрытия
• Достаточная промывка, проводимость макс. 25 µS
Подготовка поверхности перед покрытием методом катафореза
Технологический процесс:
Для автомобильных деталей средней загрязненности без окалины
| Позиция | Стадия | Среда | Время (сек) | Темп. (оС) |
| 0 | Загрузка деталей | |||
| 1 | Обезжиривание | Обезжириватель | 160 | 60 |
| 2 | Предв-ная промывка | Техническая вода | 10 | 20 |
| 3 | Промывка | Техническая вода | 48 | 20 |
| 4 | Активация | Активатор поверхности | 48 | 20 |
| 5 | Фосфатирование | Цинк-фосфатирование | 144 | 55 |
| 6 | Предв-ная промывка | Техническая вода | 10 | 20 |
| 7 | Промывка | Техническая вода | 48 | 20 |
| 8 | Пассивация | Пассивирующий агент | 48 | 20 |
| 9 | Промывка деминерализованной водой | Деминерализованная вода | 40 | 20 |
| 10 | Окрашивание методом катафореза | Катафорезная краска | 180 | 30 |
| 11 | Промывка 1° | Рециркулирующий фильтрат | 30 | 30 |
| 12 | Промывка 2° | Чистый фильтрат(Cleanpermeate) + рама ультрафильтрата (UF frame) | 30+10 | 30 |
| 13 | Обдув | Воздух | ||
| 14 | Полимеризация | Горячий воздух | 1600 | 200 |
| 15 | Охлаждение | |||
| Разгрузка |
 Подготовка поверхности с железо-фосфатированием– менее строгие требования к антикоррозийной стойкости- радиаторы, изделия белого цвета и другие мет изделия…
Подготовка поверхности с железо-фосфатированием– менее строгие требования к антикоррозийной стойкости- радиаторы, изделия белого цвета и другие мет изделия…
- Обезжиривание + железо — фосфатирование
- Промывка
- Промывка деминерализованной водой
Применение нано-технологий:
- Качественное обезжиривание
- Промывка деминерализованной водой
- Пассивация (температура окружающей среды) Нано-керамика
- Промывка деминерализованной водой

Высокое качество подготовки поверхности
Качество профиля поверхности оказывает значительное влияние на адгезию краски к поверхности детали. Для достижения наилучшего осаждения при катафорезе нам необходимо достичь равномерной поверхности профиля поверхности изделия.
Промывка
- Промывка изделий играет важную роль в технологии катафореза
- И значительно улучшает качество получаемого покрытия
- Перенос раствора функциональных ванн — минимизируется
- Эффективное распыление
- Стекание с изделия перед окрашиванием
Принципы электрофореза:
Окрашивание методом катафореза (электрофорез)- это окрашивание при постоянном токе (катафорез и анафорез)
Деталь погружается в окрасочную ванну и подключается в качестве катода (или анода)
Движущей силой является постоянный ток
Толщина слоя покрытия повышает устойчивость и уменьшает скорость осаждения
Толщина зависит в основном от установленного напряжения, температуры и времени
Электрически осажденный слой прочно прилипает к поверхности
Краска катионная, водорастворимая на эпоксидной основе, с низким содержанием летучих органических соединений (около 2%)
Слой краски полимеризуется при температуре около 165 -175°C
Преимущества электрофореза:
Минимальное воздействие на окружающую среду
Высокая коррозионная стойкость покрытия
Равномерное окрашивание по всей поверхности
Регулирование толщины
Высокая адгезия и механическая стойкость покрытия
Низкая интенсивность труда и низкие требования к обслуживающему персоналу
Нет образование капель(подтеков)
Опциональное верхнее покрытие различными типами красок
Безопасность
Небольшая продолжительность процесса
Основные требования
Требования к линии катафорезного осаждения:
- Нанесение на изделие покрытия желаемой толщины
- Предотвращение осаждения краски (пигмента)
- Поддержание температуры в ванне
- Автоматический контроль pH в ванне
- Промывка деталей ультрафильтратом краски с рециркуляцией краски с ванны катофореза
Основные схемы
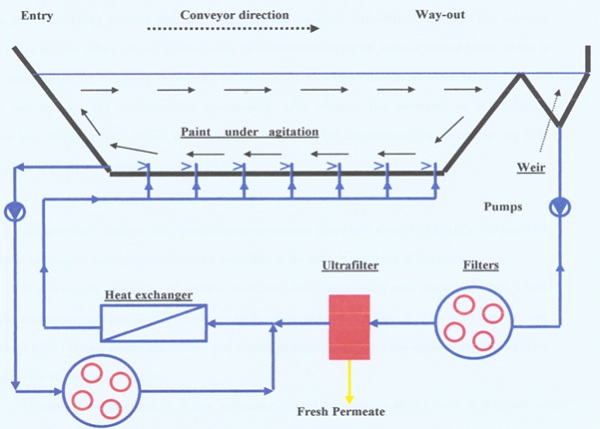
Схема циркуляции краски
Схема промывки ультрафильтратом
Схема ультрафильтрации и уплотнения водой
Схема контроля pH
Схема подачи краски
Циркуляция краски необходима для:
Сохранение однородности краски,что предотвращает осаждение пигментов
Механическая фильтрация краски для удаления загрязнений
Регулировка температуры- предотвращает перегрев окрасочной ванны
Основные компоненты циркуляции краски:
Погружная ванна с переливным карманом и перемешивающими контурами
Циркуляционный насос
Установка фильтрации
Теплообменник
Струйная система